


Inside the high-tech operations of Singapore’s largest egg farm
Seng Choon Farm has turned to automation in a big way, and CNA Insider gets an exclusive inside look at a few things Singaporeans don't know when it comes to how they get their eggs.

Seng Choon Farm produces 600,000 eggs daily from its 850,000 hens.





SINGAPORE: Retail prices have risen recently. There is a possibility that Malaysia may limit its egg exports. But the managing director of this local egg farm has not stopped worrying.
For one thing, although eggs are fetching more, the price increase over the years has not kept up with overall inflation, says Mr Koh Yeow Koon, 43.
READ: Price of eggs up 4% over 6 months: Chan Chun Sing
READ: Spike in egg prices partly due to bird flu: Malaysia’s agriculture minister
Seng Choon Farm is the Republic’s largest egg farm, meeting about 12 per cent of the market demand here.
But Mr Koh doubts that his or any local farm can begin to compete with Malaysian farms in terms of cost, which means a limit to sales.
“There’s only a certain proportion of the market that’s willing to pay the higher price for the fresher, higher-quality eggs that Singapore farms produce,” he says.
“I think the amount of people willing to accept Singapore eggs is only about 30 per cent.”
That figure is just a tad higher than their current 27-per-cent share of consumption, from the 521 million eggs produced locally in 2017.
Mr Koh cites Singapore’s higher land, labour, utilities and compliance costs. But what it is that worries him more is the “increasing competition from farms that are doing one to two million eggs a day overseas”.

His farm produces 600,000 eggs daily from its 850,000 chickens. And the numbers overseas matter because “we’re increasingly seeing technology being catered for big farms”.
“It’s for sustainability and survival that we need to constantly upgrade our technology,” he explains. “So whether we like it or not, we have to be in the race. We have to adopt all this large-scale automation.”
READ: Singapore egg farm hatches new ideas, using tech, to transform business
Technology and automation are the factors in the resurgence of agriculture in Singapore. And that has been no different for Seng Choon since it moved to its 36-acre farmland (27 football fields) in Lim Chu Kang in 2010.
But just how is automation being used to supply Singaporeans with their eggs daily? Here are several ways, big and small, as CNA Insider discovered in an exclusive inside look at Seng Choon Farm.
WATCH: Inside Singapore's largest egg farm (5:34)
1. HOW THE HENS ARE FED
Close to 100 tonnes of specially formulated feeds are prepared each day in the farm’s feed mill, with about a dozen tanks of various sizes needed to store the raw ingredients, like soya bean, maize and wheat.
Some materials such as maize come in big pieces, so they must first be chopped up in the hammer mill.
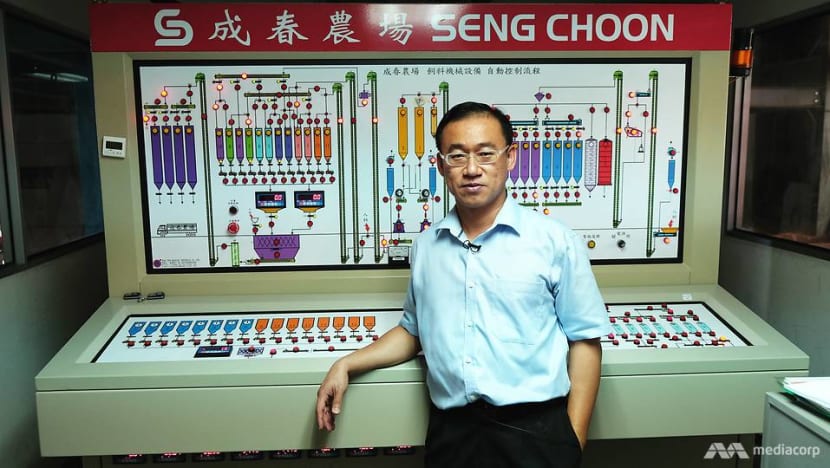
At the heart of the whole feed mill is the control room, where a computer weighs what is needed of each ingredient to get the correct proportion for each feed.

“They’ll get mixed in a mixer … into the proper nutrition that the chickens need,” says Mr Koh.
The feed is sent by conveyor to all the hen houses – a job that used to be done manually and by truck – and is given to the hens five times a day by automatic dispensers.
“This control room seems to be getting smaller and smaller because, over the years, we keep putting in more equipment to reduce the amount of labour that’s involved,” Mr Koh adds.

2. THE FEED DETERMINES THE EGG TYPE
Different chickens are given different feeds to produce a range of products, including carrot eggs and Omega-3 eggs, which are enriched with different vitamins and minerals.
“For example, if we feed the chickens with fish oil or Omega-3 enriched oils, they’d be able to pass these lipids into the egg yolk,” says Mr Koh.
“We can get lower-cholesterol eggs, or higher in vitamin D, and all this is done via our experience in feed varying.”

These specialty eggs are easily machine-sorted because they are packed at separate times.
There are, however, variations in the nutrients available in the eggs because the chicken “isn’t a machine”, and to a degree, this may also depend on the breed.
3. HOW THE HENS ARE HOUSED
The poultry houses are fully enclosed, each having four to six tiers and holding between 30,000 to 50,000 chickens. These are unlike the open and naturally ventilated structures of the past, which had two tiers.

“The temperature is better controlled because it’s enclosed,” says Mr Koh.
“So it may be 33 or 34 degrees outside, but we’re able to keep temperatures in the chicken sheds at 29 to 30°C with the use of evaporating cooling pads and controlled fans.”
With computers maintaining a stable temperature range, “the chickens are cooler and have better welfare”. There are even cages with light-emitting diodes and dimmers to mimic natural light by slowly brightening early in the day and darkening at dusk.
The manure is collected via conveyor and brought to a central treatment area to be converted into compost.

Importantly, as egg farmers in Singapore are not allowed to use antibiotics on their hens, the enclosed houses help to ensure that there is no “interference from outside factors that may spread diseases to the chickens”.
Staff and visitors need to go through disinfection before entering the chicken sheds.
4. HOW EGGS ARE COLLECTED AND GRADED
The cages are gently sloped, and the eggs roll down to a conveyor as they are laid. From the houses, the belts lead to an egg collection centre, where they graded and sorted.
Visibly broken or leaking eggs are taken out by hand, before a state-of-the-art grading machine does the job of quality control of 120,000 eggs an hour.

The eggs go through its series of cameras, which take 16 different pictures of each egg as it rolls along the belt. “If the eggs are dirty, they’re sent to a different lane to be processed differently,” says Mr Koh.
After the “egg inspector” comes the “crack detector”, which can even check for hairline cracks that would escape the human eye. It does this by acoustic detection – measuring the sound from light taps (16 times as well) on the eggs.
“Previously this was done by visual inspection. So what they’d do is shine a very bright light. But after some time, people get so tired that they miss the cracks,” he adds.
Then the eggs are passed through ultraviolet light to disinfect the shell surface, followed by individual weighing and the final step in the grading process: The blood spot detector.

“Blood spots are naturally occurring in some eggs. It’s a very small percentage … probably 0 .05 per cent,” explains Mr Koh. “It’s natural, but then, consumers just don’t like to see it inside their eggs.”
The machine detects these eggs by shining a very bright light and removes them, “but machines being machines, there may still be two to three per cent of eggs that are missed”.
5. WHAT AUTOMATION MEANS FOR MANPOWER
After packing, the eggs are put into crates, which a robotic arm would carry from the conveyor and stack into pallets for delivery.

“This used to be done manually by one or two persons, who worked from day to night,” says Mr Koh. “Every day, we had to change to a different person.”
Faced with labour shortages that were bound to get worse, the management knew automation was a must.
“So for the past 10 years, we’ve done a lot of automation projects relating to every single facet of the farm,” adds Mr Koh, the youngest child of its chairman Koh Swee Lai, who founded Seng Choon in 1987.
“On the office side, we’ve changed the IT system. Even on the delivery side, we’ve issued them with personal digital assistants … They don’t need to memorise all the prices, which are changing every week.”

In fact, his father had gone on many trips to the United States and Europe since the farm’s inception to study new farming technologies. But it was only after Seng Choon’s relocation that they could “design the farm around automation”.
Egg production has doubled to its current output. “And the good thing about all this automation is that we’ve maintained our workforce size of about 100-plus people,” he says.
“Everyone knows each other, so it’s quite a nice working environment with a good size.”
The scale of automation also means farming has become "more and more complex" now, but he has no doubt that Seng Choon must stay at the forefront of technology adoption to remain on the lower production-cost curve.