



PRESENTED BY

REIMAGINING TEXTILE
PRINTING FOR A CIRCULAR
AND COMPETITIVE TOMORROW
Content share and bookmark
PRESENTED BY
Epson’s digital textile printers help manufacturers future-proof production while advancing sustainability goals.
The fashion industry is at a tipping point. Most of its greenhouse gas emissions occur before finished goods reach brands, putting manufacturers under growing pressure to decarbonise and adopt more sustainable practices – especially for export markets. This urgency is compounded by tighter regulations and rising expectations from international brands.
Across the European Union, a wave of measures – anchored by the Strategy for Sustainable and Circular Textiles – will require longer lasting, more recyclable products, greater transparency via a Digital Product Passport and harmonised Extended Producer Responsibility rules. In Southeast Asia, forward looking textile manufacturers are responding by shifting from analogue to digital textile printing.
Some manufacturers say reductions in water use and waste can be a commercial advantage – one that opens doors to markets less receptive to conventional producers and supports premium positioning with global brands.
Epson is among the companies advancing this shift. Guided by its Environmental Vision 2050 – to become carbon negative and underground resource free, the company says its digital textile dye-sublimation and digital textile printers are “engineered for good”, with a focus on versatility, precision and resource efficiency. The aim is to help customers reduce environmental impact while maintaining output quality at scale.
FROM COMPLIANCE PRESSURE TO COMPETITIVE ADVANTAGE
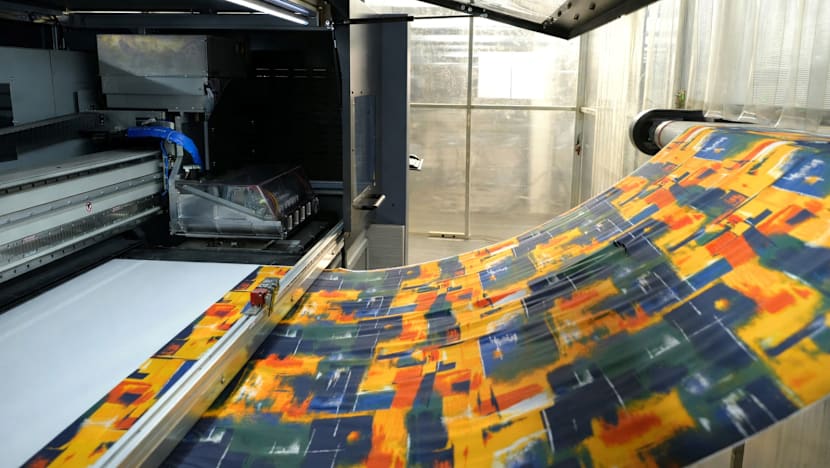
Epson’s Monna Lisa series of industrial digital textile printers has been central to its textile strategy. Launched in the early 2000s, the printers’ flexibility allows them to print on a vast array of fabrics, from high-fashion apparel and home textiles to industrial signage.
In terms of environmental benefits, the Monna Lisa printers use pigment-based inks that streamline production and cut water usage by up to 97 per cent compared with traditional methods. Conventional printing often consumes vast quantities of water for pre-treatment, washing, steaming and screen cleaning.
In addition to water savings, Epson’s Genesta inks carry recognised credentials. They are Oeko-Tex Eco Passport-certified and approved by both the Global Organic Textile Standard and sustainability certification system Bluesign – ensuring they are free of harmful substances and considered safe for people and the environment.



VERSATILITY WITHOUT COMPROMISE
For textile manufacturers, sustainability improvements can come with trade-offs – lower speeds, narrower fabric compatibility or reduced colour vibrancy. Epson’s digital textile printing solutions are designed to avoid such compromises, pairing environmental benefits with production flexibility.
Genesta inks are available in acid, reactive, disperse and pigment variants, making them suitable for a wide range of fabrics, including silk, cotton, polyester and blends. This gives manufacturers the flexibility to serve fashion, sportswear and home textile segments through dedicated setups and solutions for multi-fabric production.
Consistency at scale is another consideration. Epson’s PrecisionCore printhead technology aims to maintain sharp patterns and uniform colour even during high-volume runs, ensuring that efficiency gains do not come at the expense of the quality global buyers demand.
WHERE INNOVATION WALKS THE RUNWAY: DIGITAL TEXTILE PRINTING

Epson’s digital textile printing technology has been featured on fashion’s biggest stages. In July last year, the company supported Japanese designer Yuima Nakazato’s collection Glacier, unveiled at Paris Haute Couture Week for Autumn-Winter 2025-2026.
Inspired by an expedition through Finland’s Lapland, Mr Nakazato translated Arctic scenes into textile art. Using Epson’s technology, he reproduced photographs of icy northern landscapes with a level of detail and colour accuracy that demonstrated the medium’s capacity for complex, high-resolution imagery.
A technical highlight of the Glacier collection was double-sided printing. Epson’s ML-16000JQ printer, equipped with a real time pattern recognition camera system, aligns front and back designs with pinpoint precision.
“Normally, when printing on the surface, the reverse stays white. Previously, I had to line garments and double the fabric, which was more costly,” Mr Nakazato explained. “Now, I can print the same artwork on both sides and expand artistic horizons.”
While haute couture highlights one use case, export-oriented manufacturers are also tapping digital digital textile printing technology.
Vietnam’s Fadatech Corporation is one example. Its director, Mr Nguyen Huu Phuc, has built his business around Epson’s Monna Lisa printers, producing fashionable, sustainable fabrics for global markets.
“To meet current market demands, especially after COVID, we needed to reduce inventory and produce smaller quantities with diverse designs. At the same time, we had to move quickly to meet immediate market demands,” Mr Phuc explained. “Unlike analogue printing, which requires a minimum order of around 3,000m per design, digital printing allows for much smaller quantities – even just 1m.”
DRIVING CIRCULARITY THROUGH AN INTEGRATED TEXTILE ECOSYSTEM
As global buyers place greater emphasis circularity – calling for reduced waste, longer product lifecycles and higher recycling rates – the textile sector faces pressure to evolve. Epson’s approach helps manufacturers address these shifts by aligning material innovation with production efficiency.
A key enabler is Dry Fiber Technology, which converts used garments and mill ends into printable, non woven fabric sheets. This provides mills with a practical pathway to reduce dependence on virgin materials and improve recycling rates. By integrating recycled inputs into digital, on demand workflows, manufacturers can cut water use and waste throughout the value chain while strengthening their environmental credentials.
Supporting this shift is Epson’s Total Textile Solution – an end to end ecosystem that unites pre treatment, printing, post processing and finishing. Automated quality safeguards help prevent misprints and fabric waste, while digital on demand production reduces excess inventory.
Epson’s Cloud Solution Port also enables real-time monitoring and fleet management across facilities. Through web and mobile interfaces, production managers can track printer status and optimise utilisation across multiple machines.
In Southeast Asia, Epson has invested in on-the-ground support through regional offices and solution centres, providing installation, training, maintenance and troubleshooting support.
Together, Epson’s circular ready materials technology and integrated workflow systems give textile manufacturers a clearer route to lowering environmental impact while remaining competitive in global markets.

TRANSFORMING TEXTILE PRODUCTION FOR GOOD
As the global textile landscape shifts, sustainability is no longer an aspiration – it is the new baseline.
Epson’s holistic approach offers manufacturers a future ready path to meet rising environmental expectations without sacrificing quality, speed, flexibility or profitability. By helping businesses move beyond short term compliance and towards long term competitiveness, Epson is translating its Environmental Vision 2050 into practical steps for the textile sector.
“Our next-generation digital textile printing solutions not only meet environmental benchmarks but also deliver high efficiency and print quality,” noted Mr Morikawa Tomohito, regional director, commercial products and industrial inkjets, Epson Southeast Asia. “We are confident this technology will drive positive change across the sector and support a more responsible way forward.”

